聯(lián)系方式
歐馬騰會展科技(上海)有限公司
地址:歐馬騰數(shù)字文化創(chuàng)意產(chǎn)業(yè)園
中國?上海市閔行區(qū)都會路2058號
免費咨詢:400-6179-888
公司電話:021-51098588、52216612
客服熱線:13381815888
E-mail:global@omaten.com

鋼網(wǎng)架結(jié)構(gòu)拼裝
發(fā)布日期:2012-11-13 瀏覽:836
1 范圍
本工藝標準適用于鋼網(wǎng)架螺栓球節(jié)點、焊接球節(jié)點、焊接鋼板節(jié)點的鋼網(wǎng)架結(jié)構(gòu)地面拼裝工程。
2 施工準備
2.1 材料:
2.1.1 鋼網(wǎng)架拼裝的鋼材與連接材料、高強度螺栓、焊條等材料應符合設計要求,并應有出廠合格證明。
2.1.2 螺栓球、空心焊接球、加助焊接球、錐頭、套筒、封板、網(wǎng)架桿件、焊接鋼板節(jié)點等半成品,應符合設計要求及相應的國家標準的規(guī)定。
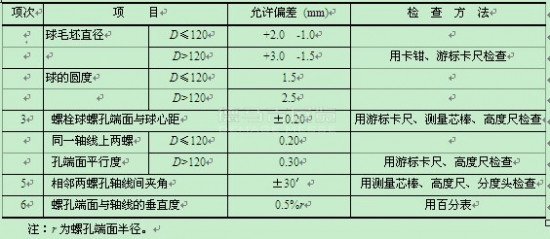
2.1.2.1 制造鋼結(jié)構(gòu)網(wǎng)架用的螺栓球的鋼材,必須符合設計規(guī)定及相應材料的技術條件和標準。螺栓球嚴禁有過燒、裂紋及付種隱患,成品球必須對最大的螺孔進行抗拉強度檢驗。螺栓球的質(zhì)量要求以及檢驗方法應符合表5-14的規(guī)定。
螺栓球的允許偏差及檢驗方法 表5-14
2.1.2.2 拼裝用高強度螺栓的鋼材必須符合設計規(guī)定及相應的技術標準。鋼網(wǎng)架結(jié)構(gòu)用高強度螺栓必須采用國家標準《鋼結(jié)構(gòu)用高強度大六角頭螺栓》規(guī)定的性能等級8.8S或 10.9S,并應按相應等級要求來檢查。檢查高強度螺栓出廠合格證,檢查試驗報告,檢查復驗報告。在拼裝前還應對每根高強度螺栓進行表面硬度試驗,嚴禁有裂紋和損傷。高強度螺栓的允許偏差和檢驗方法應符合表5-15的規(guī)定。
高強度螺栓的允許偏差及檢驗方法 表5-15

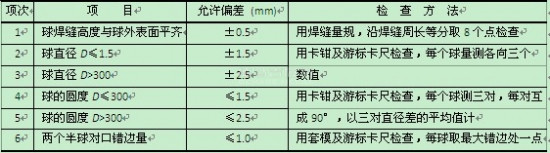
2.1.2.3 拼裝用的焊接球材料品種、規(guī)格質(zhì)量,必須符合設計要求和有關標準的規(guī)定。焊接用的焊條、焊劑、焊絲、保護氣體等應符合相應的技術要求和規(guī)定。焊接球應有出廠合格證和鋼球承載力檢驗報告。拼裝用焊接球應符合表5-16的規(guī)定。
焊接球的允許偏差及檢驗方法 表5-16
2.1.2.4 鋼網(wǎng)架拼裝封板、錐頭、套筒的鋼材,必須符合設計要求及相應的技術標準。封板、錐頭、套筒外觀木得有裂紋、過燒及氧化皮。封板、錐頭、套筒的質(zhì)量要求和檢驗方法應符合表5-17的規(guī)定。
封板、錐頭、套筒的允許偏差及檢驗方法 表5—17

2.1.2.5 鋼網(wǎng)架拼裝焊接用鋼板,必須符合設計要求及相應的技術標準。焊接材料應有出廠合格證及相應的技術標準。鋼板節(jié)點的拼裝焊縫應達到設計要求。其質(zhì)量要求及檢驗方法應符合表5-18的規(guī)定。
鋼板節(jié)點的允許偏差及檢驗方法 表5-18

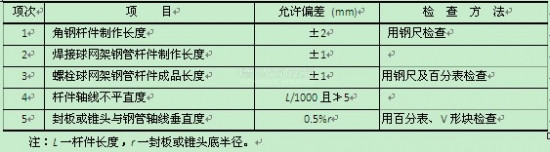
2.1.2.6 鋼網(wǎng)架拼裝用桿件的鋼材品種、規(guī)格、質(zhì)量,必須符合設計規(guī)定及相應的技術標準。鋼管桿件與封板、錐頭的連接,必須符合設計要求,焊縫質(zhì)量標準必須符合現(xiàn)行國家標準《鋼結(jié)構(gòu)工程施工及驗收規(guī)范》中的二級質(zhì)量標準。鋼管桿件與封板或錐頭的焊縫應進行強度檢驗,其承載能力應滿足設計要求。鋼管桿件的質(zhì)量要求及檢驗方法應符合表5-19的規(guī)定。
桿件允許偏差及檢驗方法 表5-19
2.2 主要機具
電焊機、氧-乙炔設備、砂輪鋸、鋼管切割機床、鋼卷尺、鋼板尺、游標卡尺、測厚儀、超聲波探傷儀、磁力探傷儀、鐵錘、鋼絲刷、卡鉗、百分表等檢測儀器。
2.3 作業(yè)條件:
2.3.1 拼裝焊工必須有焊接考試合格證,有相應焊接材料與焊接工位的資格證明。
2.3.2 拼裝前應對拼裝場地做好安全設施、防火設施。拼裝前應對拼裝胎位進行檢測,防止胎位移動和變形。拼裝胎位應留出恰當?shù)暮附幼冃斡嗔浚乐蛊囱b桿件變形,角度變形。
2.3.3 拼裝前桿件尺寸、坡口角度以及焊縫間隙應符合規(guī)定。
2.3.4 熟悉圖紙,編制好拼裝工藝,做好技術交底。
2.3.5 拼裝前,對拼裝用的高強螺栓應逐個進行硬度試驗,達到標準值才能進行拼裝。
原文來源于www.omaten.com






